王国海
(北营制氧厂)
摘要:本文介绍了空分装置的现状,简述了北营制氧厂50000Nm3/h制氧机的工艺流程,并对其自动化系统的配置及典型控制回路进行了分析。
关键词:空分装置 集散控制系统 典型控制系统
The shallow talk about the automation of air separation unit in Oxygen Making Factory
Wang Guohai
(Beiying & Steel Co.Ltd oxygen plant)
Abstract:
The article introduced the current situation of the air separation unit, summarized the engineering process of 50000 NM3/H oxygen generator in Oxygen Making Factory, and carried out analysis on the automatic system allocation and classical control circuit.
Keywords:air separation unit Integrated navar Classical control system
1、概述
随着世界工业化进程的不断发展,冶金、化工、机械等传统工业领域规模的日益庞大,及对氧、氮、氩等气体要求的日益增加,空气深度冷冻液化分离方法已成为适应大型工业性生产的首选方法。它的主要原理是将空气经压缩、冷却和液化后利用空气中氧、氮等气体的沸点不同,采用多次蒸发,多次冷凝的方法进行精馏分离而得到产品,再按不同用途将产品加压贮存和输送给用户。本文以制氧厂50000Nm3/h制氧机为例谈一下其自动化控制系统的特点。
2、空气分离流程特点及其自动控制系统
2.1工艺流程及主要性能参数
该套空分设备采用分子筛增压流程,压缩空气经分子筛纯化后,一路经冷箱内换热器到氧氮分馏塔下塔分馏;另一路经增压机增压的空气,到换热器冷却后再经膨胀机膨胀,最后到氧氮分馏塔上塔进行分馏,得到液氧、液氮、产品氧和氩馏份。另外该套空分采用规整填料塔和全精馏制氩等先进技术外,还采用了液氧自增压技术,具有负荷变化范围大,液体产量高的特点。采用液氧泵,将上塔底部的液体打到主冷的上部,也是这一套空分设备流程组织的一个特点。该套空分设备不仅要求有高负荷的工况, 更具备稳定的低负荷工况, 其负荷变化的范围是50%~105%。
本项目的设备除两台空透是GHH公司利旧设备,其它的主体设备均为国产,如氧气机是杭氧公司的,冰机开利公司的,氮透是沈鼓公司的。这个系统的控制点有模拟量输入560点,模拟量输出98点,RTD输入125点,数字量输入(24VDC)148点,数字量输出(220VAC,50Hz)120点。
2.2 自动控制系统
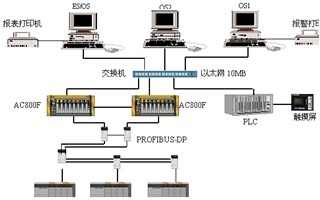
五万立制氧机组仪控系统采用日本山武的Harmonas DCS过程控制系统,以彩色CRT屏幕显示、键盘操作、自动制表代替了常规的中央控制室内设置的主仪表盘、半模拟盘及操作台上所设置的显示、报警、记录及操作仪表。Harmonas过程控制系统及机旁盘采用UPS不间断电源供电,包括分析仪表室内所有的分析仪表。
本系统采用利用DCS冗余技术,使控制器、电源及通讯总线采用双机热备的形式,控制的可靠性得到进一步提高。能够实现连续控制、顺序控制、逻辑控制、先进控制、数据采集及网络之间的互相通讯等功能,将生产过程控制、监视操作和工厂管理有机地结合起来。DCS人机界面使用的是INTOUCH软件,从控制器读取过程采集来的数据用于显示,同时操作员把各种控制命令写到控制器里。总之操作站完成了过程数据的实时监视各种画面显示、操作命令的输入、报警和事件、报表及打印、系统诊断和维护、系统组态。
图1制氧厂山武DCS系统网络拓朴图
系统I/O包括HLAI高电平模拟输入模块,LLADMUL(RTD)模块,模拟量输出AO模块,DO(220VAC,50HZ)模块,DI(24VDC)模块。系统总I/O负荷占最大允许量的比例小于85%。负荷率是合理的。
为了能使监控准确可靠和对计量的要求,现场选用E+H变送器,阀门分子筛部分采用法液空利旧阀门,其它的大部分采用无锡工装阀门,电机轴承、电机定子、冷箱内等一些不易维护或重要的地方均采用双支热电阻。另外分析仪表室设有6面分析仪表柜,共12台(其中10台进口),分别用于分析产品纯度、液体空气、粗氩含氧量、污氮中含氧量等过程参量,这些分析仪对于研究分馏状况很有帮助。
3、典型自动化控制系统分析
3.1防喘振控制系统
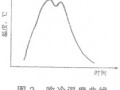
在空压机正常运转中,防喘振系统的保护是保障机器平稳运行,空分设备工况稳定的关键,故在设计防喘振系统时应做到全盘考虑。整个空压机的连续控制分为二个大部分:机器(导叶)的自动加载和防喘振阀的连续控制。引入空压机出口压力,空压机出口流量,结合空压机厂家提供的喘振曲线去控制放空调节阀,以避免喘振发生。为安全考虑,放散阀应选快开阀。当喘振发生时,确保快速疏散,在考虑现场维护方便的情况下,放散阀应尽量靠近主管,放散管至消音器的距离也最好短一些。同时放散管也考虑加粗些,以使道路便利。本装置空压机原设计的自动加载,自动卸载由于空压机导叶不能投入自动,现已取消此功能。防喘振主要靠三台放空阀(原设计两台,疏散后压力0.33Mpa,为保证安全增加一台放空阀),每台放空阀设有快开电磁阀和增速器保证压缩机发生喘振时,2秒种快速打开三台放空阀,从而保证机组的安全。
60190
66900
75900
76600
0
流量
6.15
6.61
6.8
7.22
0
压力
图2 理想的流量-压力理论喘振曲线
3.2分程调节
为了能使精氩塔正常工作,要求入精氩液化器的精氩流量保持在设定值,FIC701实现分程调节,控制V705和V712阀,当粗氩流量增大量,V705(4~12mA)阀关小,粗氩流量减小时,V705阀开大。但当V705阀全开,FIC701的流量值仍低于设定值时,FIC701的调节器控制V712(12~20mA)开启相应的开度,粗氩自动放空。
图3粗氩系统流程图
3.3 氧气透平压缩机吸入压力及排出压力调节系统(低选)
为保证氧压机吸入压力和排出压力恒定而设。吸入压力经压力变送器PT3302送到DCS现场控制站,PIC3302调节器输出来控制氧压机入口导叶的开度,从而改变氧压机的入口流量,以保持吸入压力恒定;若由于供给氧压机的气量不中,以致于入口导叶关小到极限值,吸入压力仍然低于规定值时,则现场控制站的PY3304自动地打开高压旁通阀V3303,靠回流量来维持吸入压力恒定。动作一般设定为先关导叶,后开回流。
排气压力经压力变送器PT3309送到DCS现场控制站,其一与来自PT3302吸入压力经低值选择PY3304输出控制高压放空阀V3304,但两者设定值是不一样的,先开回流,后放空。确保排气压力不超过规定值,并且不影响其他调节系统。
图4氧气透平压缩机低选原理图
3.4 PID控制
图5单回路PID控制框图
比例、积分、微分调节规律对控制系统的影响:
比例调节规律就是调节器的输出变化与输入偏差成比例关系。只要调节器有偏差输入,其输出按比例变化,因此比例作用及时迅速。但比例作用存在余差,即被调参数回不到设定值上。余差是比例作用的一个缺点。比例常数值越大,余差越小;但若过大,系统容易振荡,甚至发散。
积分调节规律只要偏差存在,积分作用的输出就会随时间不断变化,直到偏差消除,调节器的输出才稳定,这就是说积分作用能消除余差。积分时间越小,积分速度越大,积分作用越强,但系统的稳定性降低。
微分调节规律根据被调参数变化的趋势,而提前调节措施,这是微分作用的特点,称为超前。对于容量滞后较大的对象,用微分作用可以使超调量减少,操作周期和回复时间缩短,系统的质量可得到全面的提高。微分作用的时间越长,则微分作用的输出越大,微分作用越强。但微分时间过长,容易引起系统的不良振荡。
空分上常用的压力调节用比例积分调节。液位调节有滞后性,应在比例积分调节的基础上加一定的微分调节,但实际调节时调整效果不理想,一般不加微分调节。温度调节时滞后性比较大,调节时微分参数必须有才能达到理想的调整效果。
3.5 增压机回流阀控制和膨胀喷嘴控制现场与远程控制
增压机回流阀控制和膨胀喷嘴控制现场在膨胀机机旁盘和中控室DCS系统操作站上均可操作。膨胀机开车阶段,一般在机旁盘上操作。待机组运行正常后,操作转入中控室DCS 操作。下面程序是为保证机旁盘数显仪控制与主控室DCS控制实现无扰动切换而编写的。
SEQUENCE MMM4 (XPC ; POINT MMM4)
EXTERNAL HC401YM, HC402YM
EXTERNAL HI401Y, HI402Y
EXTERNAL PC402Y,HC402Y
---------------------------------
PHASE LTD
STEP ST1
IF HC401YM.PVFL=ON AND HI401Y.BADPVFL =OFF
THEN (SET PC402Y.MODATTR=PROGRAM;SET PC402Y.OP=HI401Y.PV)
ELSE SET PC402Y.MODATTR=OPERATOR
--------------------------------------
IF HC402YM.PVFL=ON AND HI402Y.BADPVFL =OFF
THEN (SET HC402Y.MODATTR=PROGRAM;SET HC402Y.OP=HI402Y.PV)
ELSE SET HC402Y.MODATTR=OPERATOR
GOTO STEP ST1
--------------------------------------------------------
END MMM4
图6透平膨胀机喷嘴及回流阀自动跟踪CL控制实例
3.6 再生污氮温度控制系统
该系统中污氮和蒸气送入蒸汽加热器。污氮加热后送入分子筛纯化系统,用来再生分子筛吸附剂,在五万立制氧工程中,通过调节蒸气流量来稳定送出的再生污氮温度。但可以看出这个控制系统有缺陷,如果进入加热器的污氮流量发生变化时,会影响加热器出口污氮的温度;同时因为温度检测量变化较慢,用它来控制蒸汽进量有滞后的问题。所以如果采用前馈控制,将污氮流量变化这一先导干扰引入控制回路中,就可提高响应速度,稳定温度。但为了保证前馈补偿的精度,对控制阀的要求较严格,通过把前馈控制器的输出与温度控制器的输出叠加后作为蒸汽流量控制器的给定值,从而构成前馈.串级控制,效果会更好些。
4 、结束语
当今,空气分离技术越来越朝专业化、规模化、标准化的方向发展,在保证最大收益的前提下,努力降低能耗是这项技术面临的主要工作。在实际工作中善于发现系统存在的问题,改善流程控制方案,必将进一步提高空气分离的自动化控制技术水平。
参考文献
1、毛绍融 现代空分设备技术与操作原理 杭州出版社。2005.5
作者简介:王国海 ,男,1973年出生,仪表工, 工程师 ,1995年毕业于阜新矿业学院工业自动化仪表专业,现从事仪表维修维护工作。