一、低温液体泵的故障原因及排除方法 :
原因1、泵开动后,出口压力升不上
⑴叶轮旋转方向不符。
⑵泵未充分予冷,泵内有气体。
排除1:
⑴电机输入线两相接线对调
⑵继续冷却,并打开防气阀或调整密封气压力。
原因 2、泵的扬程或流量不足。
⑴电机转速不足。
⑵叶轮或管道淤塞。
⑶由于密封气压过大,有过量的气进入泵内。
排除2:
⑴增加转速。 ⑵清洗。 ⑶调节密封气压力。
原因3、液体吸不上,指示压力剧烈跳动
⑴管道阀未开或管道阻力大。
⑵管道漏。
排除3:
⑴打开或清洗。 ⑵修理
原因 4、电机温升高。
⑴电机毛病。
⑵叶轮口环已擦。
⑶迷宫密封已碰擦。
排除4:
⑴电工修理。 ⑵调整间隙。 ⑶调整间隙。
原因 5、突然停车
⑴密封气压力低连锁。
⑵轴承内卡死。
排除5:
⑴调整压力。 ⑵清洗或更换。
原因 6、发生振动或噪音
⑴机身与转子不同心。
⑵泵进口压力过低或其它原因而产生气蚀。
⑶运动件与固定件产生摩擦
⑷转子零件松动。
排除6:
⑴调整 ⑵调整压力,放气。 ⑶校正 ⑷检
二、 几起液体泵事故分析
(1)改造投产初次调氩,开西号氩泵时,出口压力怎么也上不去,采用充分予冷,变频调速为最高,过滤网检查,穿墙进出口管隔热检查、处理等方法也没有效果,厂家现场调试人员也束手无策。改开东号氩泵,压力很快上去,运行正常。后检修扒塔,发现西号氩泵进口管道设计不合理,弯头太多,本来粗氩Ⅱ塔塔釜就低,这样氩泵进口NPSH达不到设计值,出口压力上不去。对进口管改造,减少弯头。再启动,一切正常。
(2)因氩泵出口管顶部开裂,停车检修后,再启动,发现氩泵运行不久,压力就掉下来,加温反吹后,再启动,仍是如此,把Ⅱ塔塔釜液体全排净,重新积液,氩泵仍不能正常运行。最后扒氩泵小保冷箱,去掉进口过滤器网,问题得以解决。分析认为,Ⅱ塔内进入珠光砂的原因是:氩泵出口管顶部开裂,停车后,漏进珠光砂,再流到粗氩Ⅰ塔顶部,加温时通过馏分气管道流进粗氩Ⅱ塔。
(3)氩泵密封气开始选用压力氮气,不久发现密封系统混合气排放管有液体排出,分析认为密封气堵塞,用微量水分析仪分析压力氮气,发现含水量近1000PPm,这些水是由于活塞氮压机冷却水钢套不严密漏进的,问题原因得以找到。密封气改用仪表空气后,氩泵运行正常。
(4)首次改造,采用取消精氩塔流程,精液氩中微量氮纯度一直不合格,怀疑是密封气渗漏造成的,研究决定密封气改用氩泵出口压力氩,结果精液氩仍不合格,密封气又改回仪表气。最后进行二期改造,增设精氩塔后,精液氩合格。
(5)今年8月初,正在运行的东氩泵发现漏夜,改用西氩泵,启动时,转速只能调到2900转/分,泵出口压力为0.58Mpa左右,液体打不上粗氩Ⅰ塔顶部。电工咨询厂家后,重新调试变频器,转速达到3600转/分,泵出口压力升为0.8Mpa,液体可顺利打入Ⅰ塔顶部。
液氧吸附器用液氧泵的突停对空分系统影响不大,主要须注意的是安全方面,要采取主冷液氧危险杂质勤分析,加强液氧排放等措施。有些液体泵突停对空分系统影响很大,(1)无氢制氩流程中的循环粗液氩泵突停,粗氩冷凝器仍在工作,液化的大量液体积攒在粗氩Ⅱ塔底部,不能回到粗氩Ⅰ塔参加精馏,再回到上塔,这样会使粗氩Ⅰ塔顶部含氧迅速升高,主冷液氧液位大幅降低,主冷液氧液位过低一是不利于安全;二是换热面积减小,空气吃不近来,氧产量下降,使主工况波动很大。(2)上下塔分开流程中的循环液氧泵突停,液氧大量积攒在上塔底部,不能回到主冷,也会使主冷液氧液位大幅降低,结果同上,同时也可能发生氮塞。所以对这两种流程,泵若突停,要迅速恢复;正常倒泵,也要小心操作,保证流量稳定不间断(无氢制氩流程液氩量突然增大,会污染主冷液氧,氧气纯度下降,甚至氮塞。)。(3)对于内压缩流程液体泵突停,会影响产品氧、氮、氩的供应。下面就液氩泵倒泵操作谈几点体会:
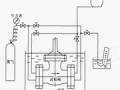
首先合理的循环氩泵流程对泵的安全运行及顺利倒泵很重要,图4所示流程比较合理,每台氩泵各有一条独立的进口管,以确保予冷、倒换备用泵时不影响运行泵;过滤器、补偿器、止回阀、安全阀的设置如前所述;另外氩泵出口回流管道不能太细,否则全回流时泵的压力过高,不利于泵的安全;加温阀要装在泵后,以保证加温时,能把过滤器上的杂质吹除干净。目前比较先进的流程是,两台液体泵一用一备,备用泵处于冷态低速运行,当主泵故障停机后,备用泵能够立即投入正常运转,使整套装置的运行不受影响。
正确的倒泵操作是:对备用泵进行予冷、启动,如第五项“离心式液体泵的启动”所述进行,须注意的是,因为予冷要消耗一定的含氩98%左右粗液氩,去粗氩Ⅰ塔顶部调节阀会自动关小,粗氩Ⅰ塔的回流比降低,使粗氩纯度变坏,微量氧上升,因此,予冷时要相应降低粗氩产量,以保持纯度稳定。另外备用泵启动好后,立即停运行泵,注意要保证去粗氩Ⅰ塔流量稳定,不要大幅波动,否则会影响主塔工况。