吴 琦(江西新余新钢气体有限责任公司 邮编:338001)
摘要:本文介绍了新钢18000Nm3/h空分在变工况操作时由于操作失误造成的一起粗氩塔严重氮塞的过程,重点阐述了事故发生的原因与处理方法。
关键词:粗氩塔、氮塞、V3阀、回流比
新余新钢有限责任公司气体厂目前有三套制氧设备:6000Nm3/h、18000Nm3/h与24000Nm3/h空分;根据用户需求,现阶段只需运行18000Nm3/h与24000Nm3/h两套空分就可满足用户对氧、氮、氩气的需求,但由于用户生产的不平稳,经常造成氧气大量放散,为降低生产成本,减少氧气的放散量,提高氧气的利用率,要求空分设备减负荷运行;24000Nm3/h空分由于受工况限制,该设备减负荷运行没有很大的余地,这样空分减负荷操作的重任就落在18000Nm3/h空分上进行,为此我厂生产科技小组在18000Nm3/h空分变工况操作的探讨已取得了一定的绩效。但这种频繁变工况操作给操作人员带来很大压力,大大增加18000Nm3/h空分工况波动以及粗氩塔氮塞的几率。下面介绍的这起粗氩塔氮塞事故由于变工况操作失误造成的,以供大家探讨避免同类事故的再次发生。
1、 事故的经过
2005年6月20日晚班3点左右,当操作人员对18000Nm3/h空分设备加负荷操作时,在调整主塔工况时将液氮至上塔调节阀V3阀的开度由57%逐渐开至62%,经过30分钟左右,产品氧气纯度开始下降,
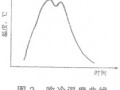
随后几分钟粗氩塔粗氩纯度分析表AI705值也开始下降,尽管操作人员一发现工况波动就开始调整,减少氧气取出量、将粗氩塔顶部的氮通过粗氩放空阀V712排出塔外,但还是未能挽救工况,最终AI705的值从99.9%的氩含量下降至80%以下,产品氧纯度由99.7%下降至93%,直到5点30分氧气纯度才合格,到8点30分氩系统工况才完全恢复正常。
2、事故原因分析
造成这次粗氩塔“氮塞”事故的主要原因是操作人员误将液氮至上塔调节阀V3阀的开度操作过大,致使上塔氧气纯度过低、上塔的富氩区严重下移、氩馏分含氮量超标。
2.1 产品氧纯度过低的原因
造成产品氧纯度过低有两个方面的原因:一方面是由于操作人员误将V3阀的开度操作过大,增加了上塔的下流液体量;此时,在上升蒸气量相对稳定的情况下,上塔的回流比将增大,即下流的冷液体多或上升的蒸气少时,则气液混合温度必然偏于低温液体一边;于是下流液体的温升就小,液体蒸发得也少,因而液体中蒸发出来的氮组分相应也少些,这样离开塔板的下流液体中氧浓度就提高得慢;每块塔板都是如此,因而在上塔底部得到的液体的氧浓度就低。另一方面的原因是操作人员在处理粗氩塔“氮塞”工况时,将上塔氩馏分取出量减得过低(氩馏分流量从18500m3/h降至13000m3/h左右),没有控制好粗氩I塔的回流比,使粗氩I塔底部回上塔的液体量过多,最终使上塔底部的液氧浓度降得过低,产品氧纯度跌至93%。
2.2 粗氩塔“氮塞”的原因
粗氩塔产生“氮塞”的直接原因就是上塔氩馏分的含氮量超标,正常工况时含氮量应不超过0.1%(一般氩馏分组分设计值为:9—10%的氩含量、90—91%的氧含量、0—0.06%的氮含量);在上塔氩馏分的抽料口是固定不变的,当上塔富氩区沿塔板上、下变化时,氩馏分抽口的物料组分也随之发生变化。当上塔的氧气纯度下降的过低,使上塔的富氩区严重下移,造成氩馏分中的含氮量过高,直接造成这次粗氩塔“氮塞”事故。
3、事故的处理方法
在3点30分左右当操作人员发现氧气纯度与粗氩II塔粗氩纯度分析表AI705值开始有下降趋势,即刻判断有氮塞现象,并采取了以下处理方法:
(1) 逐步开大粗氩放空阀V712阀增大粗氩的取出量,流量由700m3/h上升至1000m3/h左右,但粗氩II塔粗氩纯度仍然在下降,并且趋势较快,于是操作人员立刻关闭粗氩至精氩塔调节阀V705停止精氩塔工作,继续开大V712阀粗氩全部放空,以最短的途径将粗氩塔顶部的氮排出塔外,待粗氩纯度AI705值不再有下降趋势,反而有上升趋势时,逐步减少粗氩的取出量,直至正常工况流量500m3/h至750m3/h左右。
(2) 适当减少产品氧气的取出量,同时根据下塔液空纯度关小液氮调节阀V3阀,合理控制好上、下塔的回流比,将主冷液氧液位控制稳定,尽快使产品氧气纯度合格。
(3) 适当减少上塔氩馏分的取出量,但操作幅度不要过大,合理控制好粗氩I塔的回流比,防止粗氩I塔底部回上塔的液体量过多,致使上塔工况进一步恶化,氧气纯度下降过低。
(4) 适当减少进上塔的膨胀空气量,使膨胀空气进口以上段塔板汽液比增加,组分分离能力增强,提高氩馏分中的氩含量,降低氮含量。
(5) 打开有压液氩储槽回气至精氩塔阀,同时用液氮进精氩塔冷凝器阀V706阀与精氩塔余气排放阀V751阀将精氩塔内压力控制在20——40KPa,防止外界湿空气倒吸塔内,发生精氩塔“堵塞”事故。到6点30分粗氩纯度为98.5%后,投入精氩塔工作,8点30分粗氩II塔粗氩中氧含量AIAS704值小于2.0ppm、精液氩中氮含量AE706值小于3ppm时,液氩进储槽,氩系统工况才完全恢复正常。
4、结束语
通过这次异常工况的发生与处理,笔者认为操作人员在生产中应时时保持清醒的头脑,认真监视各项参数变化、精心操作,同时培养员工预见工况变化趋势和综合分析判断问题的能力,对空分设备工况的正常运行起着非常重大的作用。