

作者:中国空分工程有限公司 潘明、 王波
摘要:本文简单描述了纯化系统切换过程,由此引起进冷箱加工空气量变化,并分析讨论了切换过程对空分运行工况及参数带来的一系列影响。
关键词:纯化系统; 精馏塔; 氩馏分;
Abstract:This paper mainly describes the purification system switching process, thus causing change in cold box processing air quantity, and analysis of the switching process of air separation operation conditions and parameters of a series of effects discussed.
Key words: purification system; distillation column; argon fraction;
To review the purification system switching process for air separation operation condition
PAN ming Wu yi feng Wang bo
(China Air Separation Equipment Co.Ltd., Hangzhou 310051,Zhejiang)
前言:
现代大型空分装置为使装置连续、稳定运行都配置A\B两台分子筛吸附器切换使用。其工作方式一般为:A台吸附器中吸附剂(铝胶、分子筛)对正流加工空气杂质(H2O、CO2及部分CNHM化合物)进行吸附净化后送入下塔参与精馏,此过程一般为4小时。与此同时,B台吸附器中吸附剂被返流污氮气加热、冷吹解吸,污氮气放空。然后,正流加工空气由A台吸附器切换至B台吸附器进行吸附,同时,返流污氮气由B台吸附器切换至A台吸附器进行解吸。对A台吸附器而言,正流加工空气进行 4小时吸附后切换为返流污氮气进行4小时的加温、冷吹解吸,以上过程为A台吸附器的一个完整的工作周期。B台吸附器亦同。

图一:典型纯化系统流程简图
现代大型空分装置配置吸附器有两种类型:卧式水平床吸附器和立式径向流吸附器。典型的纯化系统流程简图,见图一。如前所述,空分装置配置两台吸附器切换使用是装置长期、连续、稳定运行所必须的。图一中,纯化系统中各切换阀动作是由自动切换程序控制器操作完成的,是空分装置正常操作工艺不可分割的部分。
一:切换过程简述。
图一所示,当A台吸附器经4小时吸附工作完成,需切换至B台吸附器进行吸附工作,为使正流加工空气吸附杂质过程连续不中断,此时,通过均压阀V1207渐次开启,A台吸附器出口经吸附后的加工空气倒流进入B台吸附器内,使得B台吸附器升压并达到工作压力,两台吸附器短时间并联工作后,通过相关切换阀门的启闭,完成加工空气由A台切换至B台吸附器的连续吸附过程。一般均压时间为18分钟,并联时间2分钟,合计20分钟算一个切换过程。
正流加工空气由A台吸附器经过A/B两台吸附器约20分钟均压、并联工作切换至B台吸附器过程,引起进下塔加工空气流量变化(减少)是不可避免的,进而由此引起上、下塔精馏及氩系统工况变化。这里需要提及的是空分装置用户为了应对正流加工空气这种流量变化,根据装置不同特性针对性采取了各种措施,比如:自控提前渐开主空透导叶,加大进气量;两台吸附器均压阀V1207采取分程控制以减小压力波动;适当延长两台吸附器均压、并联时间以及适时对装置调阀,特别是对精馏塔相关调阀做适当调节等。以上措施的运用仍会或多或少的引起进下塔加工空气量变化。
空分装置由一系列相互关联、相互影响的机组及单元设备所组成。这里以全低压外压缩装置为例分析在两台吸附器切换过程中,因正流加工空气流量变化对空分流程,特别是上、下塔精馏工况影响进行综合性分析说明。
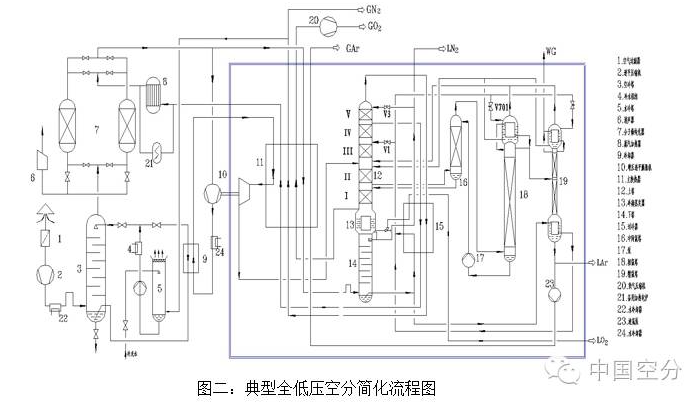
图二是典型全低压空分简化流程图(仅标出加工空气及部分流路)。下塔为筛板塔1个区段。上塔为填料塔,其中提馏段(液空进料口以下)3个区段,精馏段(液空进料口以上)2个区段。从空分精馏原理分析和空分装置实际运行操作中,有如下几点讨论:
a. 正常稳定运行时,上、下塔各区段内液、汽比即L/V值(该段下流液体L与上升蒸汽V的比值)各不相同,同区段该值近似认为恒值且接近于设计值。
b. 工况变化时,通过调整上塔提馏段L/V比值,若L/V比值降低,有利于上塔底部氧气产品纯度趋好,氩馏分组分中含N2减少,反之亦然。通过调整上塔精馏段L/V值,若结果使L/V值增大,则有利于上塔顶部氮气产品纯度趋好,反之亦然。
实际操作,就是利用以上原理对上塔氧、氮产品(包括氩馏分)纯度进行趋于好转调整的一个过程。
二:切换过程对主空透至下塔主流路运行工况及参数影响。
参见图二,当两台吸附器切换过程中,因一部分加工空气“短路”由A台吸附器出口端经均压阀V1207倒流入B台吸附器内的均压过程,加工空气流通“管网”变化,阻力工况随之变化,出A台吸附器进下塔加工空气流量减少,压力下降,反馈至主空透排压有不同程度下降。(操作中一般采取提前开大主空透导叶补气,但往往不能同步补足,与之同时,空冷塔加工空气因流通“管网”变化气速较正常偏高,极易发生夹带水进吸附器的事故。)
同样道理,当两台吸附器完成切换过程后,加工空气由A台吸附器切换至B台吸附器,加工空气流通“管网”再次发生变化,进下塔加工空气量依“惯性”仍会略有增加,随主空透导叶自动调控渐次关小至正常开度,加工空气进下塔压力、流量回归至正常值。
在均压过程中,下塔压力降低,进下塔加工空气流量减少,首先因下塔气量减少,下塔L/V值较正常值偏大,下塔原有各层塔板持液偏高(或者是填料塔持液偏多),会发生漏液,逐层下漏致使塔底液空液面提高,液空纯度变差(氮组分增加),由液空液面自动调节节流阀V1迅速开大,节流入上塔中部液空量陡增。与此同时,因进下塔加工空气量减小,下塔压力降低致使主冷凝器热负荷减小,下塔顶部液氮量经液氮节流阀V3进上塔顶部随之减少。(操作中往往采取V1阀自动最大开度限位或者V1阀自动改为手动控制等措施以限制节流进上塔液空量过大)
以上分析了两台吸附器在切换过程中,因进下塔加工空气量减少,引起下塔运行工况及参数变化趋势。众所周知,下塔稳定运行是上塔及氩系统稳定运行的基础。因此下塔运行工况及参数变化势必影响到上塔、氩系统运行工况及参数变化。进下塔加工空气减少,实际上对整个空分系统影响是多方面,全方位的。例如:因加工空气量减少对增压膨胀机增压比、膨胀量也带来不同程度的影响。此影响相对次要,这里不展开讨论。
三:切换过程对上塔及氩系统主流路运行工况及参数影响。
如前两点内容所述,两台吸附器切换过程中,下塔运行工况及参数有三点主要变化:1. 下塔底部液空通过V1自控调阀节流入上塔中部含氮组分增高的液空流量增大;2. 下塔顶部通过V3手控调阀节流入上塔顶部液氮量趋于减少;3. 主冷凝器热负荷减小。
与下塔主要运行工况及参数变化相关,首先上塔下部提馏段L/V比值增大(L增大,V减小),造成主要氧产品及主冷中液氧纯度下降,甚至被破坏。同时,位于上塔同为提馏段氩馏分抽口处氮组分随之增加,而且因为液空V1调阀趋于开大,液空进上塔流量增加的同时,与之并联V701调阀因粗氩冷凝器位置较高,送入液空量趋于减少(见图二所示)。氩馏分中氮组分增加,粗氩冷凝器操作液面降低,双重因素致使氩系统精馏工况趋于恶化:氩馏分量趋于减少,同时氩馏分抽口出氮组分含量增加,极易造成氩系统粗氩冷凝器发生“氮塞”现象,严重的话甚至完全破坏粗氩塔工况(这种情况下多采用以下措施:减少氧产品抽取量,使提馏段L/V比值有所降低(上升蒸汽量V增大),争取稳定在吸附器切换前的比值,维持氧产品纯度达到合格要求;同时,氩馏分抽口处组分尽量维持在吸附器切换前原有组分,使得粗氩冷凝器低负荷运行,控制粗氩纯度在合格范围内)。
同样道理,前述提到通过V3调阀节流送入上塔顶部液氮量趋于减少,主冷凝蒸发器热负荷减小,上升蒸汽量亦随之减少,这时操作中往往通过采取减少氧气产品产量来维持氧产品纯度以及氩馏分组分不被破坏。结果可能使上塔精馏段L/V比值特别是第Ⅴ段填料(见图二所示)L/V比值发生变化。由精馏原理分析,我们知道,精馏段L/V比值减小,对氮产品纯度是不利的,这时适当采取开大污氮气出冷箱调节阀,使第Ⅴ段填料的L/V值提高(上升蒸汽量V减少),对氮产品纯度维持在正常范围有好处。
四:吸附器切换过程对返流污氮气至上塔流路运行工况及参数影响。
在两台吸附器切换过程中,解吸污氮气处于直接放空状态(放空实际时间段为20分钟切换时间再加10分钟减压时间,总共约30分钟)。由于污氮气由解吸通过吸附器的“管网”状态,切换至处于直接放空状态,其阻力工况是不一样的。若污氮气放空不及时,致使上塔产生“憋压”现象,也能造成上塔精馏段第Ⅴ段填料L/V比值趋于减小(上升蒸汽量V增加),也可能造成氮产品纯度下降。这是,适当开大污氮气出冷箱调阀,使上塔精馏段第Ⅴ段填料上升蒸汽量减小,会有效的使该区段L/V比值趋于增加,对保证氮产品纯度是有利的。
两台吸附器切换过程对精氩塔、主换热器等单元设备运行工况及参数影响也一定波及到的,只是波及产生的影响相对比较次要,此处不展开讨论。
结论:
由以上分析讨论结果有:下塔运行工况及参数变化主要是由两台吸附器切换过程引起加工空气进下塔气量减少造成的,由下塔初步精馏后引出中间馏分如:液空、液氮送入上塔相应位置进行再精馏,上塔是被动接受由下塔而来的中间馏分产品。这种情况下,上塔控制的关键是如何使上塔各段L/V比值大小尽可能维持在两台吸附器切换前正常的比值,这也就意味着氧、氮、氩产品纯度(包括氩组分)在设计或正常纯度范围内。前述“关小氧产品出冷箱调阀”、“开大污氮气出冷箱调阀”即是类似操作。其实质上是在调整上塔提馏段、精馏段L/V比值大小恢复到设计范围内。
实际上整个空分装置工艺流程是一个整体,某一参数的变化,此处为两台吸附器切换过程引起进下塔加工空气流量变化,这一变化必然引起空分装置各机组、单元设备一系列运行工况及参数变化,只是有的变化比较明显而已。我们这里仅就下塔、上塔、氩系统运行工况及参数变化明显的加以说明。
以上综述仅为笔者个人看法,有不当或不足之处,还请业内人士指正为要。
参考资料:
[1]李化治编著.制氧技术.北京:冶金工业出版社,1997.
作者简介:潘明(1982-),男,2005年毕业于浙江工业大学过程装备与控制工程,工程师。现从事空分工程技术相关工作。














