浩化“6000”空分设计改进与调试
原作者:陈明 关连波 朱伟凯 出处:浩良河化肥厂空分车间,黑龙江伊春市南岔区浩良河镇,153103
【论文摘要】介绍浩良河化肥厂新上6000m3/h空分设备的工艺设计改进、装置的调试开车,以及存在问题与建议。是对产品初步设计会审的整改,使之借鉴了同类产品的经验,弥补了部分设计缺陷,从而使产品一次调试开车成功。
--------------------------------------------------------------------------------
我厂1996年3月与中国空分设备公司签定了一套6000m3/h分子筛增压流程空分设备的供货合同,其中空分设备主体由哈尔滨制氧机厂设计制造,配套的透平空压机由杭州制氧机集团有限公司设计制造,计算机集散控制系统和冷水机组是分别引进美国霍尼韦尔公司的TDC3000和顿汉布什公司的旋转螺杆式。1997年5月开始安装,10月15日一次调试开车成功并人管网,氧氮产量及其它主要指标均达到或超过设计要求。
1 工艺设计改进
开车成功,回溯我们对初步工艺设计的改进,实践证明是可行的。合同签订后,一方面,我们去有关厂家考查同类型空分设备在各用户的工艺运转情况;另一方面,我们查阅《深冷技术》等资料,借鉴有关经验,对哈氧厂提供的初步工艺设计图纸,反复进行研究讨论,最后在由中空公司组织、浩化厂和哈氧厂以及吉化设计院参与的会上,共同对浩化6000m3/h空分的初步工艺设计逐项进行审查,弥补了部分设计缺陷。现将工艺设计改进简介如下:
(1)主换热器设计由集合型换热改为分散型换热,是因为分散型主换热器在制造、安装和运行可靠性等方面有许多优点。对其板束长度和增压空气通道数以及增压空气中、低抽位置也都做了改进调整。
(2)在主换热器与下塔间的空气管路上设一DN400截止阀,当主换热器空气通道出现H20和C02堵塞时,只要关闭此阀,隔离主换热器与精馏塔之间的联系,就能缩短装置加热过程,提前产品氧氮的输出时间。需要注意的是,当主换热器加热结束装置再导气开车时,要先把主换热器冷端冷却到接近—170℃时,再缓慢开进下塔空气阀门,避免主冷液体过度蒸发,造成主冷积液难和形成主冷不安全使用因素。
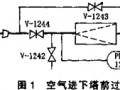
(3)为防止纯化器内的分子筛粉末进入塔系统,在空气出纯化器后设置一过滤器。为此,需要在过滤器出人口管和所加旁通管上增加三个DN400闸阀,一个DN200截止阀。见图1。

(4)为缩短启动时间,增压膨胀机膨胀量由3200m3/h增加到3800m3/h(实际可达4500m3/h)。此外,增压机增设人口导叶机构,膨胀机人口温度由手动阀调节改为气动阀自调节。总之,增加设计膨胀量,能缩短开车时间,起到早出产品氧氮之目的。
(5)冷水机组设置单体试车流程。我们在安装中的改进做法是,在冷冻水入空冷塔前进水总管上,分别加阀A和阀B两个截止阀,低温水泵入口总管上再加阀C闸板阀。见图2。
在进行冷水机组单体试车时,阀A和阀C关闭,低温水不进行闭路循环。阀A截止冷冻水进入空冷塔,阀C截止循环上水进入塔内,而阀B的作用是调节冷冻水压力和流量。在冷水机组试车结束后,全开阀A和阀C,关闭阀B,恢复正常流程。