4 铣削力及其结果分析
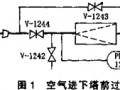
铣削示意图如图1所示。根据在氮气切削介质下和干切削条件下的铣削力数据,建立如图2 所示的对比图。

图1 铣削示意图 图2 铣削力对比图
图2中铣削力为X、Y、Z 3 个方向最大力的合成。铣削力的试验结果分析如下:
·从图2可以看出,在干切削和以氮气为介质两种切削条件下,随切削条件的变化,铣刀后刀面磨损量在显微镜下进行观测测力的变化趋势基本相同。
·在第1 组试验中,氮气介质下的铣削力要小于干切削条件下的铣削力,而后15 组试验中,氮气介质下的铣削力比干切削条件下铣削力平均大100牛顿左右。
·初步分析,产生上述结果的原因是在切削过程中氮气和钛生成了硬化层。氮气介质下刚开始切削时,即第1 组试验中,还没有硬化层生成,此时由于氮气的冷却润滑作用,切削力偏小;从第2 组试验开始,已经有硬化层生成,之后试验中虽然仍有氮气的冷却润滑作用,但硬化层对铣削力的影响更明显,所以氮气介质下的铣削力要大于干切削条件下的铣削力。
·氮气介质切削条件下,氮气气压对测力仪的冲击也是切削力增大的一个因素。经测量,氮气的气压力仅有5牛顿左右,可见,氮气气压的冲击力并不是导致氮气介质下铣削力增大的主要因素。
5 铣刀后刀面磨损及其结果分析
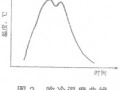
根据在氮气介质和干切削条件下的试验数据建立如图3至图8所示的磨损曲线图。
图3 干铣削条件下后刀面的磨损曲线 图4 氮气介质条件下后刀面磨捐损曲线
图5 30m/min磨损曲线比较 图6 40m/min 磨损曲线比较
图7 50/min磨损曲线比较 图8 60m/min磨损曲线比较
试验结果分析:
·通过对图3、图4 的分析可得出,切削速度是影响铣刀后刀面磨损的至关重要的因素,在上述两种切削介质的条件下,当切削速度增加到2倍时,其刀具寿命将各自会减小到4%左右,同时铣削的长度也急剧减少。